

Gunpla'da Nub İzlerini Nasıl Kaldırırsınız: Gerçekten İşe Yarayan Yöntem
İki kesim, doğru zımpara sırası ve bir tür yan keski. Nub izlerini tamamen ortadan kaldırmak için gereken tek şey bu.
Nub İzleri Neden Oluşur (Ve Neden Zımparalanamaz)
Bir parçayı doğrudan parça çerçevesinden kestiğinizde, kesme baskısı kapak etrafındaki plastiği strese sokar. Bu stres iki soruna yol açar: parça çerçevesinin bağlı olduğu yerde yükseltilmiş bir nub ve altında beyaz bir renk değişikliği — yapımcıların stres izi dediği şey.
Beyaz iz yüzeyde değil. Plastik içinde, bıçağın baskısı altında ABS veya PS'nin moleküler yapısının deformasyonundan kaynaklanır. Bu yüzden sonsuza kadar zımparalayabilirsiniz ve hala görebilirsiniz — eğer ilk başta yanlış keserseniz, yüzey çözümüyle yapısal bir sorunu düzeltmeye çalışıyorsunuz demektir.
Çoğu yapımcı, yükseltilmiş nub'a odaklanır. Asıl sorun, altında bulunan stres izidir. Kesimi doğru yapın, zımparalama 60 saniyelik bir temizlik haline gelir. Kesimi yanlış yaparsanız, ne kadar zımparalarsanız zımparalayın, sonucu tam olarak düzeltemezsiniz.
İki Kesim Yöntemi: Gunpla Nub İzlerini Kaynağında Nasıl Kaldırırsınız
İki kesim yöntemi, deneyimli yapımcılar arasında standart bir uygulamadır ve nub izlerini oluşmadan önce ortadan kaldırmanın en etkili yoludur. Her parça için yaklaşık üç saniye ekler. Buna değer.
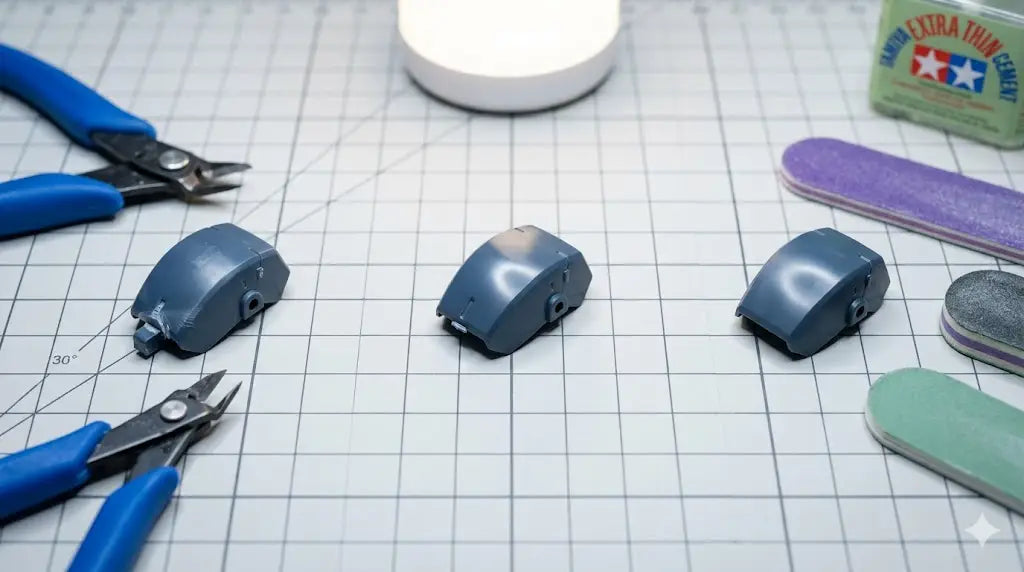
İlk kesim: 2–3mm'lik parça çerçevesini bırakın
İlk geçişte düz kesmeyin. Parçaya bağlı yaklaşık 2–3mm'lik küçük bir çıkıntı bırakın. Bu, bıçak stresini emer ve parçanın gerçek yüzeyinden uzak tutar. Parça artık parça çerçevesinden serbesttir ve dışarıda küçük bir nub kalmıştır.
İkinci kesim: çıkıntıyı düz veya hafif çıkıntılı kesin
Şimdi kalan parça çıkıntısını mümkün olduğunca parçanın yüzeyine yakın kesin. Hafifçe çıkıntılı olması, düz olmasından daha iyidir, çünkü son kısmı zımparalayacaksınız. Bu noktada bıçak stresi tam olarak kapak noktasında — parçanın en kalın, en dayanıklı alanında — oluşur.
Zımparalamadan önce kontrol edin
Nub alanını doğrudan bir ışık kaynağının altında kontrol edin. Doğru bir iki kesim sırasından sonra hala beyaz stres izleri görüyorsanız, yan keskinizin bıçakları körelmiş veya çok kalındır. Keskin, tek bıçaklı bir yan keski, yan basıncı en aza indirir ve bu aşamada gunpla nub izlerini temiz bir şekilde kaldıran tek araçtır.
Yan keskinizi, bıçağın düz tarafı parçaya, parça çerçevesine değil, bakacak şekilde yönlendirin. Düz taraf, plastik üzerinde daha az yan basınç oluşturur, bu da kapıda stres işaretlerini doğrudan azaltır.
Nub İşaretlerini Zımparalama: Doğru Kum Numarası Sırası
Temiz bir iki kesim yaptıktan sonra, kalan nub minimaldir — parçanın yüzeyiyle düzleştirilmesi gereken küçük bir yükseltilmiş alandır. Sıralama önemlidir. Kum numaralarını atlamayın.
| Adım | Kum Numarası | Amaç | En İyi Araç |
|---|---|---|---|
| 1 | #400 | Nubu yüzeyle düzleştirin | Sert zımpara çubuğu veya kibrit çöpü |
| 2 | #800 | #400 çiziklerini çıkarın, alanı pürüzsüzleştirin | Esnek zımpara çubuğu |
| 3 | #1500 | Yüzeyi düzeltin, görünür işaretleri azaltın | Esnek zımpara çubuğu |
| 4 | #2000+ | Boya veya üst kaplama öncesi son parlatma | Zımpara süngeri veya ince kibrit çöpü |
#400'den #2000'e doğrudan geçmek, boyanın altından görünen çizikler bırakır — her kum numarası, bir öncekinin bıraktığı işaretleri kaldırmak için vardır. Mümkünse tek bir tutarlı yönde zımparalayın ve ilerlemeyi sık sık kontrol edin, parçayı bir lamba altında bir açıyla tutarak. Nub alanı her adımda daha az görünür hale gelmelidir.
#1500'den sonra hala beyaz bir işaret görüyorsanız, iki sorundan biri var: ya zımparanın tek başına düzeltemeyeceği kötü bir ilk kesimden kaynaklanan bir stres işareti ya da adım 1'deki nub tamamen düzleştirilmemiş. #400'e geri dönün ve yüzeyin gerçekten düz olduğunu onaylayın.
Kavisli yüzeylerde esnek zımpara çubukları kullanın. Sert bir çubuk, yuvarlak panel alanlarını düzleştirir ve herhangi bir kaplama altında yanlış görünen düz noktalar oluşturur.
Beyaz Stres İşaretleri Bırakan Dört Hata
Tek bir kesimde düz kesmek. Bu en yaygın hatadır. Kapıya doğru tek bir kesim, tüm bıçak stresini doğrudan parçanın yüzeyine yoğunlaştırır, bu da standart plastik yan keskilerde neredeyse beyaz bir işaret garantiler.
Aşınmış veya ucuz yan keski kullanmak. Kalın bıçaklar daha fazla kuvvet gerektirir, bu da plastiğe daha fazla stres aktarılması anlamına gelir. 300. parçasında bir yan keski, ilk parçasındaki gibi bir alet değildir. Bıçak aralığı, teknik kadar önemlidir.
İnce kum numaralarına çok erken geçmek. Hala yükseltilmiş bir nub varken #800 ile başlamak, bir çıkıntıyı parlatmak anlamına gelir, onu çıkarmak değil. #400 ile başlayın ve yüzey gerçekten tırnağınızın altında düz olana kadar ilerlemeyin.
Çok geniş bir alanı zımparalamak. Çubuğu düz basmak ve daireler içinde ovalamak, çevredeki panel detaylarını bulanıklaştırır. Zımparanızı hassas tutun — yalnızca nub alanında çalışın, tüm panel yüzeyinde değil.
Elektrikli Zımparanın Nubsuzlaştırma İçin Mantıklı Olduğu Durumlar
HG ve RG kitleri için, zımpara çubuğu ile elle zımparalama doğru araçtır. Ancak yüzlerce parçaya sahip büyük MG veya PG kitleri inşa ediyorsanız veya her bir parçanın yüzey tutarlılığının önemli olduğu üretim seviyesinde yapımlar yapıyorsanız, elektrikli ileri geri zımpara makinesi hesapları önemli ölçüde değiştirir.
Elde Zımparalama
HG, RG ve SD kitleri için en iyisi. Küçük veya yüksek eğimli parçalar. Tam dokunsal kontrol istediğiniz tek seferlik yapımlar. Zımpara çubukları dışında ek bir yatırım yok.
Elektrikli Zımpara
MG, PG ve büyük ölçekli yapımlar için en iyisi. Tutarlılığın önemli olduğu yüksek parça sayıları. Düzenli çalışan ve daha hızlı, daha tekrarlanabilir sonuçlar isteyen yapımcılar için.
DSPIAE ES-A elektrikli ileri geri zımpara makinesi, döner hareket yerine ileri geri hareket kullanır, bu da küçük yüzeylerde hassas kontrol sağlar ve aşırı zımparalama riskini önemli ölçüde azaltır. Satın almadan önce bağlamda görmek isterseniz, DSPIAE ES-A incelemesi'nde tam detaylarıyla ele alınmıştır.
Daha ince plastik veya yüksek detaylı parçalar üzerinde çalışan yapımcılar için, ES-A PRO değişken hız kontrolü ekler — hassasiyet kaybetmeden nazik alanlarda daha düşük yoğunlukta çalışmanız gerektiğinde faydalıdır.
Her durumda, temeller değişmez: önce iki kesim, sonra uygun kum numarası ilerlemesi ile zımparalama. Elektrikli zımpara, zımparalama aşamasını hızlandırır. Kötü bir kesimi düzeltmez.
Bu rehberde bahsedilen her şey — doğrulanmış ve mağazada mevcut.
DSPIAE ST-C2 Tek Bıçaklı Yan Keski
Tek bıçak tasarımı, plastik üzerindeki stres transferini en aza indirir. Gunpla kapakları üzerinde temiz iki kesim tekniği için doğru yan keski — nub izlerini oluşturmadan önce kaldırır.
Ürünü GörüntüleEsnek Akrilik Zımpara Çubukları
Esnek arka yüzey, eğimli yüzeylere uyum sağlar. Panel konturlarını düzleştirmeden nub kaldırma işleminin #800–#2000 aşamaları için idealdir.
Ürünü GörüntüleDSPIAE ES-A Elektrikli İleri Geri Zımpara Makinesi
Küçük yüzeylerde hassas kontrol için ileri geri hareket. Yüksek parça sayısında tutarlı sonuçlar isteyen MG ve PG yapımcıları için pratik seçim.
Ürünü GörüntüleDSPIAE ES-A PRO
İnce plastik üzerinde detay çalışmaları için değişken hız ve hassas hareket. Küçük parçalardaki hassasiyetin önemli olduğu yüksek kaliteli yapımlar için en iyi seçim.
Ürünü Görüntüle






