

Hur man tar bort Nub-märken på Gunpla: Metoden som faktiskt fungerar
Två snitt, rätt slipningssekvens och en specifik typ av sidavbitare. Det är allt som krävs för att få nub-märken att försvinna helt.
Varför nub-märken uppstår (och varför de inte försvinner med slipning)
När du klipper en del direkt från gjutramen, stressar klipptrycket plasten runt gjutramen. Denna stress orsakar två problem: en upphöjd nub där gjutramen var ansluten, och en vit missfärgning i plasten under — vad byggare kallar ett stressmärke.
Det vita märket är inte på ytan. Det är i plasten själv, orsakat av den molekylära strukturen av ABS eller PS som deformeras under bladets tryck. Det är därför du kan slipa för alltid och fortfarande se det — om du klipper fel från början, försöker du fixa ett strukturellt problem med en ytlösning.
De flesta byggare fokuserar på den upphöjda nubben. Det verkliga problemet är stressmärket under den. Få snittet rätt, och slipning blir en 60-sekunders städning. Få snittet fel, och ingen mängd slipning kommer att helt fixa resultatet.
Tvåskärningsmetoden: Hur man tar bort Gunpla nub-märken vid källan
Tvåskärningsmetoden är standardpraxis bland erfarna byggare, och det är det mest effektiva sättet att eliminera nub-märken innan de bildas. Det tar ungefär tre sekunder per del. Det är värt det.
Första snittet: lämna 2–3mm av gjutramen fäst
Klipp inte i nivå vid första passet. Lämna en liten stubbe — ungefär 2–3mm av gjutramen fortfarande fäst vid delen. Detta absorberar bladets stress och håller det borta från delens faktiska yta. Delen är nu fri från gjutramen med en liten nub som sticker ut.
Andra snittet: klipp stubben i nivå eller något överstående
Klipp nu den återstående stubben så nära delens yta som möjligt. Lite överstående är bättre än i nivå, eftersom du kommer att slipa ner den sista bråkdelen. Vid detta tillfälle landar bladets stress exakt vid gjutramen — den tjockaste, mest hållbara delen av delen.
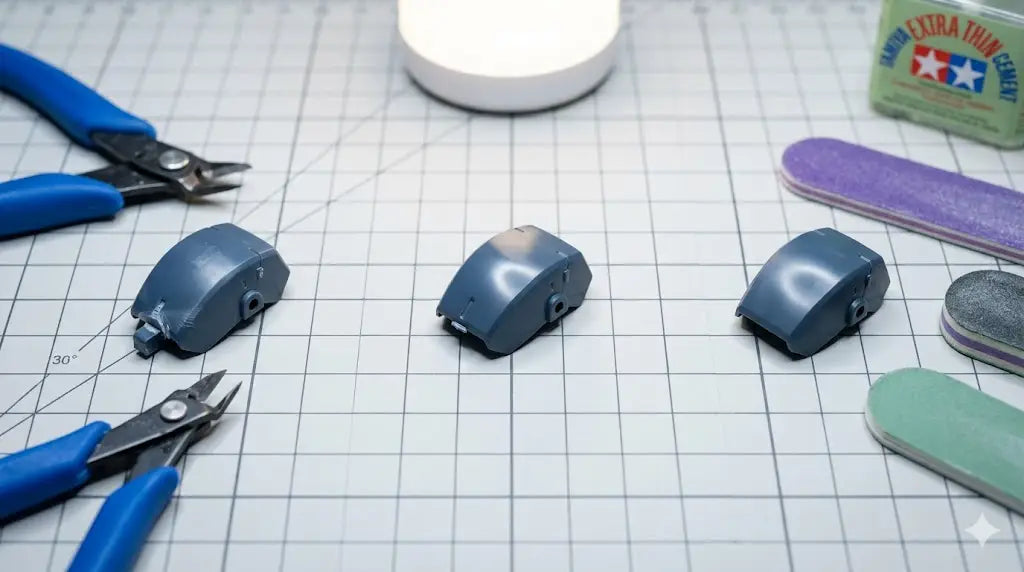
Inspektera innan slipning
Kontrollera nub-området under en direkt ljuskälla. Om du fortfarande ser vita stressmärken efter en korrekt tvåskärningssekvens, är dina sidavbitare trubbiga eller för tjocka. En vass sidavbitare med ett blad minimerar lateralt tryck och är det enda verktyget som tar bort gunpla nub-märken rent i detta skede utan stress.
Orientera din sidavbitare så att den platta sidan av bladet vetter mot delen, inte mot gjutramen. Den platta sidan skapar mindre lateralt tryck på plasten, vilket direkt minskar stressmärken vid gjutramen.
Hur man slipar nubmärken: Den korrekta kornstorlekssekvensen
När du har gjort ett rent tvåsnitt är den återstående nubben minimal — ett litet upphöjt område som behöver jämnas ut i nivå med delens yta. Sekvensen är viktig. Hoppa inte över kornstorlekar.
| Steg | Kornstorlek | Syfte | Bästa verktyg |
|---|---|---|---|
| 1 | #400 | Jämna ut nubben i nivå med ytan | Styv slipstav eller tändsticka |
| 2 | #800 | Ta bort #400-repor, jämna ut området | Flexibel slipstav |
| 3 | #1500 | Förfina ytan, minska synliga märken | Flexibel slipstav |
| 4 | #2000+ | Slutpolering innan färg eller topplack | Slipsvamp eller fin tändsticka |
Att gå direkt från #400 till #2000 lämnar repor som syns genom färgen — varje kornstorlek finns för att ta bort märkena som lämnats av den föregående. Slipa i en konsekvent riktning där det är möjligt, och kontrollera framstegen ofta genom att hålla delen i en vinkel under en lampa. Nubområdet bör bli mindre synligt med varje steg.
Om du fortfarande ser ett vitt märke efter #1500 har du ett av två problem: antingen ett stressmärke från ett dåligt första snitt som slipning ensam inte kan fixa, eller så har du inte helt jämnat ut nubben i steg 1. Gå tillbaka till #400 och bekräfta att ytan faktiskt är plan innan du går vidare.
Använd flexibla slipstavar på böjda ytor. En styv stav kommer att platta ut rundade panelområden och skapa platta fläckar som ser felaktiga ut under vilken finish som helst.
Fyra misstag som lämnar vita stressmärken
Klippa jämnt i ett enda snitt. Detta är det vanligaste felet. Ett snitt rakt till gjutramen koncentrerar all bladstress direkt på delens yta, vilket nästan garanterar ett vitt märke i standardplastsidavbitare.
Använda slitna eller billiga sidavbitare. Tjocka blad kräver mer kraft, vilket innebär mer stress som överförs till plasten. En sidavbitare på sin 300:e del är inte samma verktyg som den var på sin första. Bladgapet är lika viktigt som tekniken.
Hoppa till fina kornstorlekar för tidigt. Att börja med #800 när det fortfarande finns en upphöjd nub betyder att du polerar en knöl istället för att ta bort den. Börja med #400 och gå inte vidare förrän ytan verkligen är plan under din fingertopp.
Slipa för stort område. Att trycka staven platt och gnugga i cirklar suddar ut detaljerna på den omgivande panelen. Håll din slipning precis — arbeta endast över nubområdet, inte hela panelens yta.
När en elektrisk slipmaskin är meningsfull för nubborttagning
För HG- och RG-kit är handslipning med en slipstav rätt verktyg. Men om du bygger stora MG- eller PG-kit med hundratals delar, eller om du gör produktionsbyggen där ytkonsistens är viktig över varje enskild del, förändrar en elektrisk oscillerande slipmaskin matematikens spelregler avsevärt.
Handslipning
Bäst för HG, RG och SD kit. Små eller mycket böjda delar. Engångsbyggen där du vill ha full taktil kontroll. Inga ytterligare investeringar utöver slipstavar.
Elektrisk Slipmaskin
Bäst för MG, PG och storskaliga byggen. Höga delantal där konsekvens är viktigt. Byggare som arbetar regelbundet och vill ha snabbare, mer upprepningsbara resultat.
Den DSPIAE ES-A elektriska oscillerande slipmaskinen använder en fram-och-tillbaka rörelse istället för rotation, vilket ger precis kontroll på små ytor och minskar risken för över-slipning avsevärt. Det täcks i detalj i DSPIAE ES-A recensionen om du vill se det i kontext innan du köper.
För byggare som arbetar med tunnare plast eller högdetaljerade delar, lägger ES-A PRO till variabel hastighetskontroll — användbart när du behöver arbeta med lägre intensitet på känsliga områden utan att förlora slipmaskinens precision.
Oavsett, grunderna förändras inte: tvåklipp först, sedan slipa med en korrekt kornstorleksprogression. Den elektriska slipmaskinen påskyndar slipsteget. Den fixar inte ett dåligt snitt.
Allt som nämns i denna guide — verifierat och tillgängligt i butiken.
DSPIAE ST-C2 Enkelslip Sidavbitare
Enkelslipdesign minimerar stressöverföring till plasten. Den rätta sidavbitaren för ren tvåklippsteknik på Gunpla-gates — tar bort nubmärken innan de bildas.
Visa ProduktFlexibla Akryl Slipstavar
Flexibelt underlag anpassar sig till böjda ytor. Idealisk för #800–#2000 stegen av nubborttagning utan att platta ut panelkonturer.
Visa ProduktDSPIAE ES-A Elektrisk Oscillerande Slipmaskin
Oscillerande rörelse för precis kontroll på små ytor. Det praktiska valet för MG och PG byggare som vill ha konsekventa resultat över hög delantal.
Visa ProduktDSPIAE ES-A PRO
Variabel hastighet och förfinad rörelse för detaljarbete på tunn plast. Bästa valet för högkvalitativa byggen där precision på små delar är viktigt.
Visa Produkt






