

Jak usunąć ślady nubu na Gunpla: metoda, która naprawdę działa
Dwa cięcia, odpowiednia sekwencja szlifowania i jeden konkretny typ cążków. To wszystko, co potrzeba, aby ślady nubu całkowicie zniknęły.
Dlaczego występują ślady nubu (i dlaczego nie znikną podczas szlifowania)
Kiedy przycinasz część bezpośrednio z ramki, nacisk cięcia stresuje plastik wokół bramki. Ten stres powoduje dwa problemy: wystający nub, gdzie ramka była połączona, oraz białe zabarwienie w plastiku pod nim — to, co budowniczowie nazywają śladem stresu.
Biały ślad nie jest na powierzchni. Jest w plastiku, spowodowanym przez strukturę molekularną ABS lub PS deformującą się pod naciskiem ostrza. Dlatego możesz szlifować w nieskończoność i nadal go widzieć — jeśli najpierw źle przyciąłeś, próbujesz naprawić problem strukturalny rozwiązaniem powierzchniowym.
Większość budowniczych koncentruje się na wystającym nubie. Rzeczywistym problemem jest ślad stresu pod nim. Zrób cięcie poprawnie, a szlifowanie staje się 60-sekundowym czyszczeniem. Zrób cięcie źle, a żadna ilość szlifowania nie naprawi w pełni wyniku.
Metoda dwóch cięć: jak usunąć ślady nubu Gunpla u źródła
Metoda dwóch cięć jest standardową praktyką wśród doświadczonych budowniczych i jest to najskuteczniejszy sposób na wyeliminowanie śladów nubu, zanim się pojawią. Dodaje to około trzech sekund na część. Warto.
Pierwsze cięcie: zostaw 2–3mm ramki przymocowanej
Nie tnij na równi przy pierwszym cięciu. Zostaw mały stub — około 2–3mm ramki wciąż przymocowanej do części. To absorbuje stres ostrza i trzyma go z dala od rzeczywistej powierzchni części. Część jest teraz wolna od ramki z małym nubem wystającym.
Drugie cięcie: przytnij stub na równi lub lekko wystający
Teraz przytnij pozostały stub jak najbliżej powierzchni części. Lekko wystający jest lepszy niż na równi, ponieważ ostatnią część zetrzesz. W tym momencie stres ostrza ląduje dokładnie na bramce — najgrubszej, najbardziej wytrzymałej części.
Sprawdź przed szlifowaniem
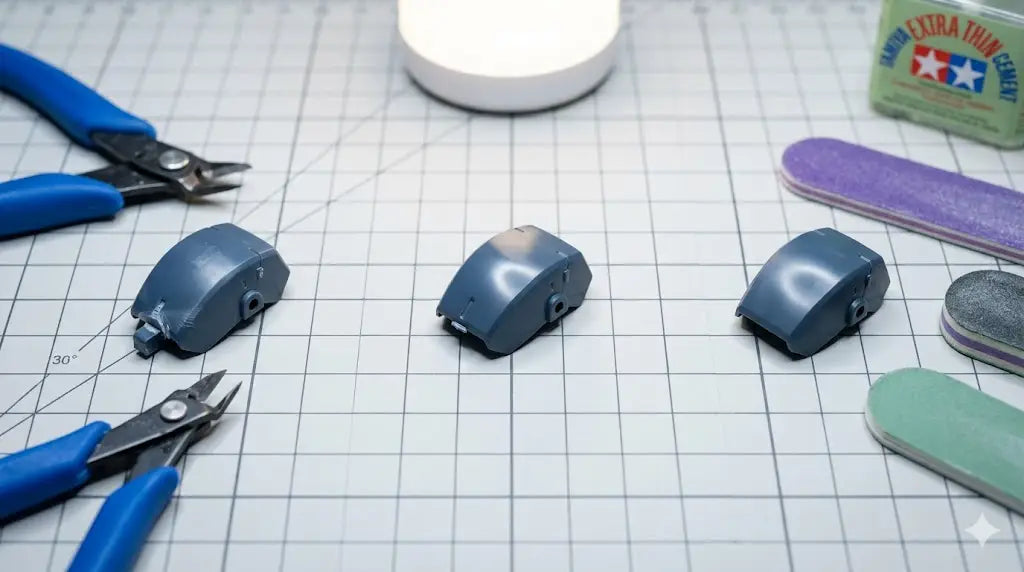
Sprawdź obszar nubu pod bezpośrednim źródłem światła. Jeśli nadal widzisz białe ślady stresu po poprawnej sekwencji dwóch cięć, ostrza twoich cążków są tępe lub zbyt grube. Ostre cążki z pojedynczym ostrzem minimalizują boczny nacisk i są jedynym narzędziem, które usuwa ślady nubu Gunpla w tym etapie bez stresu.
Ustaw swoje cążki tak, aby płaska strona ostrza była skierowana w stronę części, a nie ramki. Płaska strona tworzy mniejsze ciśnienie boczne na plastiku, co bezpośrednio redukuje ślady stresowe przy ramce.
Jak szlifować ślady wypustek: Prawidłowa sekwencja gradacji
Gdy już wykonasz czyste cięcie w dwóch krokach, pozostała wypustka jest minimalna — mały wzniesiony obszar, który należy wyrównać na równi z powierzchnią części. Sekwencja ma znaczenie. Nie pomijaj gradacji.
| Krok | Gradacja | Cel | Najlepsze narzędzie |
|---|---|---|---|
| 1 | #400 | Wyrównaj wypustkę na równi z powierzchnią | Sztywny patyczek ścierny lub zapałka |
| 2 | #800 | Usuń rysy #400, wygładź obszar | Elastyczny patyczek ścierny |
| 3 | #1500 | Wygładź powierzchnię, zredukuj widoczne ślady | Elastyczny patyczek ścierny |
| 4 | #2000+ | Ostateczne polerowanie przed malowaniem lub lakierem | Gąbka szlifierska lub drobny zapałka |
Przechodzenie bezpośrednio z #400 do #2000 pozostawia rysy, które przebijają przez farbę — każda gradacja istnieje, aby usunąć ślady pozostawione przez poprzednią. Szlifuj w jednym spójnym kierunku, gdzie to możliwe, i często sprawdzaj postępy, trzymając część pod kątem pod lampą. Obszar wypustki powinien stawać się coraz mniej widoczny z każdym krokiem.
Jeśli nadal widzisz białą plamę po #1500, masz jeden z dwóch problemów: albo ślad stresowy z złego pierwszego cięcia, którego samo szlifowanie nie naprawi, albo nie wyrównałeś w pełni wypustki w kroku 1. Wróć do #400 i upewnij się, że powierzchnia jest naprawdę płaska przed kontynuowaniem.
Używaj elastycznych patyczków ściernych na zakrzywionych powierzchniach. Sztywny patyczek spłaszcza zaokrąglone obszary paneli i tworzy płaskie miejsca, które wyglądają źle pod każdym wykończeniem.
Cztery błędy, które zostawiają białe ślady stresowe
Przycinanie na równo w jednym cięciu. To najczęstszy błąd. Jedno cięcie prosto do ramki koncentruje cały stres ostrza bezpośrednio na powierzchni części, co niemal gwarantuje białą plamę w standardowych cążkach plastikowych.
Używanie zużytych lub tanich cążków. Grube ostrza wymagają większej siły, co oznacza większy stres przenoszony na plastik. Cążki przy 300. części nie są tym samym narzędziem, co przy pierwszej. Odstęp ostrza ma znaczenie tak samo jak technika.
Przechodzenie do drobnych gradacji zbyt wcześnie. Zaczynając od #800, gdy wciąż jest wypustka, oznacza, że polerujesz wypukłość zamiast ją usunąć. Zacznij od #400 i nie przechodź dalej, dopóki powierzchnia nie jest naprawdę płaska pod twoim paznokciem.
Szlifowanie zbyt szerokiego obszaru. Naciskając patyczek płasko i pocierając w kółko, rozmywasz szczegóły otaczającej paneli. Utrzymuj swoje szlifowanie precyzyjnie — pracuj tylko nad obszarem wypustki, a nie nad całą powierzchnią panelu.
Kiedy elektryczna szlifierka ma sens do usuwania wypustek
Dla zestawów HG i RG, ręczne szlifowanie za pomocą patyczka ściernego to odpowiednie narzędzie. Ale jeśli budujesz duże zestawy MG lub PG z setkami części, lub robisz budowy na poziomie produkcyjnym, gdzie spójność powierzchni ma znaczenie w każdej pojedynczej części, elektryczna szlifierka oscylacyjna znacznie zmienia sytuację.
Szlifowanie ręczne
Najlepsza dla zestawów HG, RG i SD. Małe lub mocno zakrzywione części. Jednorazowe budowy, gdzie chcesz pełnej kontroli dotykowej. Brak dodatkowej inwestycji poza patyczkami ściernymi.
Elektryczna szlifierka
Najlepsza dla modeli MG, PG i dużych budowli. Wysoka liczba części, gdzie spójność ma znaczenie. Budowniczowie, którzy regularnie pracują i chcą szybszych, bardziej powtarzalnych wyników.
Elektryczna szlifierka oscylacyjna DSPIAE ES-A wykorzystuje ruch w przód i w tył, a nie obrotowy, co zapewnia precyzyjną kontrolę na małych powierzchniach i znacznie zmniejsza ryzyko przeszlifowania. Jest szczegółowo omówiona w recenzji DSPIAE ES-A, jeśli chcesz zobaczyć ją w kontekście przed zakupem.
Dla budowniczych pracujących z cieńszym plastikiem lub częściami o wysokiej szczegółowości, ES-A PRO dodaje kontrolę prędkości — przydatne, gdy musisz pracować z mniejszą intensywnością w delikatnych obszarach, nie tracąc precyzji szlifierki.
Tak czy inaczej, podstawy się nie zmieniają: najpierw cięcie na dwa, potem szlifowanie z odpowiednią progresją gradacji. Elektryczna szlifierka przyspiesza etap szlifowania. Nie naprawia złego cięcia.
Wszystko, co zostało wspomniane w tym przewodniku — zweryfikowane i dostępne w sklepie.
Cążki precyzyjne DSPIAE ST-C2
Jednoostrzowa konstrukcja minimalizuje przenoszenie stresu na plastik. Odpowiednie cążki do czystej techniki cięcia na dwa — usuwa ślady nubsów, zanim się pojawią.
Zobacz produktElastyczne patyczki ścierne
Elastyczne podłoże dopasowuje się do zakrzywionych powierzchni. Idealne do etapów #800–#2000 usuwania nubsów bez spłaszczania konturów paneli.
Zobacz produktElektryczna szlifierka oscylacyjna DSPIAE ES-A
Ruch oscylacyjny dla precyzyjnej kontroli na małych powierzchniach. Praktyczny wybór dla budowniczych MG i PG, którzy chcą uzyskać spójne wyniki przy dużej liczbie części.
Zobacz produktDSPIAE ES-A PRO
Zmienna prędkość i precyzyjny ruch do pracy nad detalami na cienkim plastiku. Najlepszy wybór dla wysokiej jakości modeli, gdzie precyzja w małych częściach ma znaczenie.
Zobacz produkt






