

Hvordan fjerne Nub-merker på Gunpla: Metoden som faktisk fungerer
To kutt, riktig slipesekvens, og én spesifikk type nipper. Det er alt som skal til for å få nub-merker til å forsvinne helt.
Hvorfor nub-merker skjer (og hvorfor de ikke vil forsvinne ved sliping)
Når du klipper en del direkte fra støperammen, stresser kuttepresset plasten rundt porten. Dette stresset forårsaker to problemer: en hevet nub der spruen var festet, og en hvit misfarging i plasten under — hva byggere kaller et stressmerke.
Det hvite merket er ikke på overflaten. Det er i plasten selv, forårsaket av den molekylære strukturen til ABS eller PS som deformeres under bladets trykk. Det er derfor du kan slipe i evigheter og fortsatt se det — hvis du kutter feil i utgangspunktet, prøver du å fikse et strukturelt problem med en overflateløsning.
De fleste byggere fokuserer på den hevede nubben. Det egentlige problemet er stressmerket under den. Få kuttet riktig, og sliping blir en 60-sekunders opprydding. Få kuttet feil, og ingen mengde sliping vil fullt ut fikse resultatet.
To-kutt metoden: Hvordan fjerne Gunpla nub-merker ved kilden
To-kutt metoden er standard praksis blant erfarne byggere, og det er den mest effektive måten å eliminere nub-merker før de dannes. Det tar omtrent tre sekunder per del. Det er verdt det.
Første kutt: la 2–3mm av spruen være festet
Ikke klipp i flukt ved første pass. La en liten stubbe — omtrent 2–3mm av spruen fortsatt festet til delen. Dette absorberer bladstresset og holder det unna den faktiske overflaten på delen. Delen er nå fri fra støperammen med en liten nub som stikker ut.
Andre kutt: klipp stubben i flukt eller litt stikkende
Klippe den gjenværende stubben så nær overflaten på delen som mulig. Litt stikkende er bedre enn i flukt, fordi du vil slipe ned den siste brøkdelen. På dette punktet lander bladstresset akkurat ved porten — det tykkeste, mest motstandsdyktige området av delen.
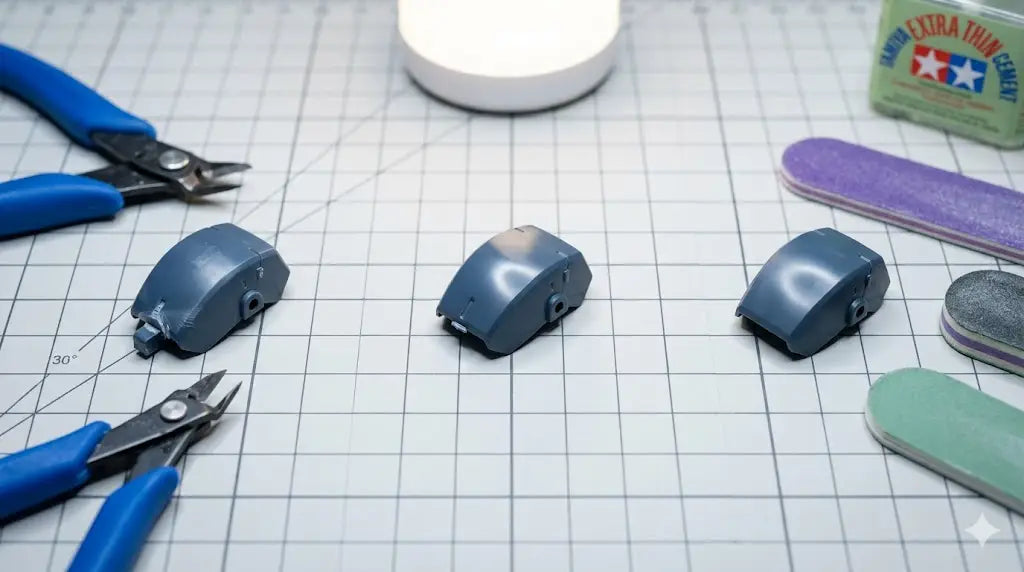
Inspiser før sliping
Sjekk nub-området under en direkte lyskilde. Hvis du fortsatt ser hvite stressmerker etter en korrekt to-kutt sekvens, er nipperbladene dine sløve eller for tykke. En skarp, en-blad nipper minimerer lateralt trykk og er det eneste verktøyet som fjerner gunpla nub-merker rent på dette stadiet uten stress.
Orienter sideavbiteren slik at den flate siden av bladet vender mot delen, ikke støperammen. Den flate siden skaper mindre lateralt trykk på plasten, noe som direkte reduserer stressmerker ved porten.
Hvordan slipe nubmerker: Den riktige korningsekvensen
Når du har gjort et rent to-kutt, er den gjenværende nubben minimal — et lite hevet område som må jevnes flush med delens overflate. Sekvensen er viktig. Ikke hopp over korninger.
| Trinn | Korning | Formål | Beste verktøy |
|---|---|---|---|
| 1 | #400 | Jevn ut nubben flush med overflaten | Stiv slipepinn eller fyrstikk |
| 2 | #800 | Fjern #400 riper, jevn ut området | Fleksibel slipepinn |
| 3 | #1500 | Forbedre overflaten, redusere synlige merker | Fleksibel slipepinn |
| 4 | #2000+ | Siste polering før maling eller toppstrøk | Slipesvamp eller fin fyrstikk |
Å gå rett fra #400 til #2000 etterlater riper som vises gjennom malingen — hver korning eksisterer for å fjerne merkene etter den forrige. Slip i én konsekvent retning der det er mulig, og sjekk fremdriften ofte ved å holde delen i en vinkel under en lampe. Nubområdet skal bli mindre synlig med hvert trinn.
Hvis du fortsatt ser et hvitt merke etter #1500, har du ett av to problemer: enten et stressmerke fra et dårlig første kutt som sliping alene ikke vil fikse, eller du har ikke helt jevnet ut nubben i trinn 1. Gå tilbake til #400 og bekreft at overflaten faktisk er flat før du går videre.
Bruk fleksible slipepinner på buede overflater. En stiv pinne vil flate ut avrundede panelområder og skape flate flekker som ser feil ut under hvilken som helst finish.
Fire feil som etterlater hvite stressmerker
Klippe flush i ett kutt. Dette er den vanligste feilen. Ett kutt rett til porten konsentrerer all bladstress direkte på delens overflate, noe som nesten garanterer et hvitt merke i standard plast sideavbitere.
Å bruke slitte eller billige sideavbitere. Tykkere blader krever mer kraft, noe som betyr mer stress overført til plasten. En sideavbiter på sin 300. del er ikke det samme verktøyet som den var på sin første. Bladgapet er like viktig som teknikken.
Å hoppe til fine korninger for tidlig. Å starte på #800 når det fortsatt er en hevet nub betyr at du polerer en klump i stedet for å fjerne den. Start på #400 og gå ikke videre før overflaten er virkelig flat under neglen din.
Sliping av for stort område. Å presse pinnen flat og gni i sirkler uklargjør detaljene på det omkringliggende panelet. Hold slipingen presis — arbeid kun over nubområdet, ikke hele panelflaten.
Når en elektrisk slipemaskin gir mening for nubfjerning
For HG og RG sett er håndsliping med en slipepinn det rette verktøyet. Men hvis du bygger store MG eller PG sett med hundrevis av deler, eller du gjør produksjonsnivå bygg der overfladekonsistens er viktig på hver enkelt del, endrer en elektrisk oscillerende slipemaskin regnestykket betydelig.
Håndsliping
Best for HG, RG, og SD sett. Små eller sterkt buede deler. Engangsbygg der du ønsker full taktil kontroll. Ingen ytterligere investering utover slipepinner.
Elektrisk Slipemaskin
Best for MG, PG, og stor-skala bygg. Høy delmengde der konsistens er viktig. Byggere som jobber regelmessig og ønsker raskere, mer repeterbare resultater.
Den DSPIAE ES-A elektriske oscillerende slipemaskin bruker en frem- og tilbakebevegelse i stedet for rotasjon, noe som gir presis kontroll på små overflater og reduserer risikoen for over-sliping betydelig. Det er dekket i full detalj i DSPIAE ES-A anmeldelse hvis du vil se det i kontekst før du kjøper.
For byggere som jobber med tynnere plast eller høy-detaljerte deler, tilfører ES-A PRO variabel hastighetskontroll — nyttig når du trenger å jobbe med lavere intensitet på delikate områder uten å miste slipemaskinens presisjon.
Uansett, grunnleggende endres ikke: to-kutt først, deretter slip med en riktig korning progresjon. Den elektriske slipemaskinen akselererer slipestadiet. Den fikser ikke et dårlig kutt.
Alt nevnt i denne guiden — verifisert og tilgjengelig i butikken.
DSPIAE ST-C2 Enkeltblad Sideavbiter
Enkeltblad design minimerer stressoverføring til plasten. Den rette sideavbiter for ren to-kutt teknikk på Gunpla porter — fjerner nub merker før de dannes.
Se ProduktFleksible Akryl Slipepinner
Fleksibelt bakstykke tilpasser seg buede overflater. Ideell for #800–#2000 stadier av nub fjerning uten å flate ut panelkonturer.
Se ProduktDSPIAE ES-A Elektrisk Oscillerende Slipemaskin
Oscillerende bevegelse for presis kontroll på små overflater. Det praktiske valget for MG og PG byggere som ønsker konsistente resultater på høy delmengde.
Se ProduktDSPIAE ES-A PRO
Variabel hastighet og raffinert bevegelse for detaljarbeid på tynn plast. Beste valg for høy-kvalitets bygg der presisjon på små deler er viktig.
Se Produkt






