

Hoe Nub Markeringen op Gunpla te Verwijderen: De Methode Die Echt Werkt
Twee sneden, de juiste schuurvolgorde, en één specifiek type zijkniptang. Dat is alles wat nodig is om nub markeringen volledig te laten verdwijnen.
Waarom Nub Markeringen Voorkomen (En Waarom Ze Niet Weggeschuurd Kunnen Worden)
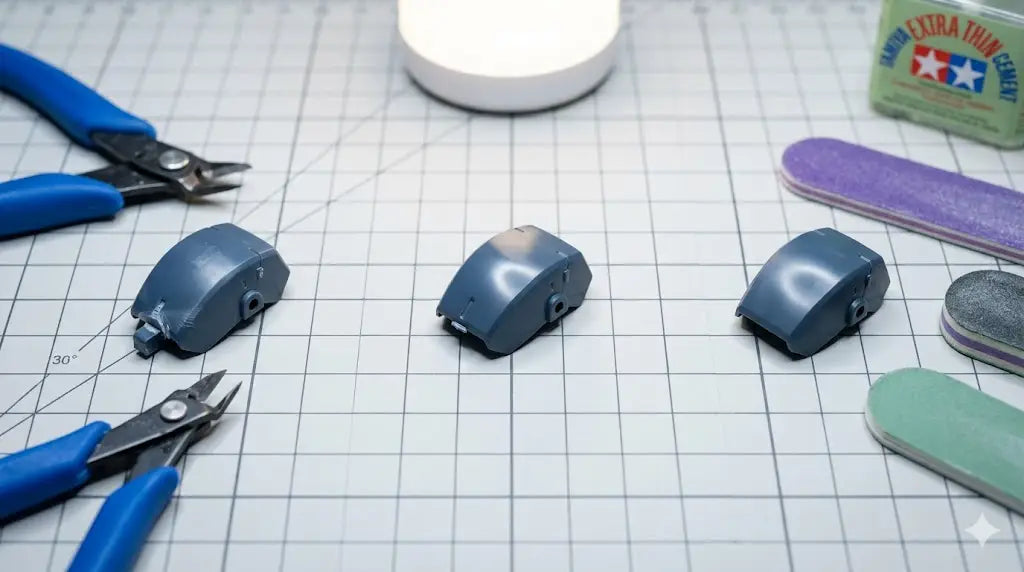
Wanneer je een onderdeel rechtstreeks van het gietraam knipt, belast de snijdruk het plastic rond de gietopening. Deze spanning veroorzaakt twee problemen: een verhoogde nub waar het gietraam was verbonden, en een witte verkleuring in het plastic eronder — wat bouwers een spanningsmarkering noemen.
De witte markering zit niet op het oppervlak. Het zit in het plastic zelf, veroorzaakt door de moleculaire structuur van de ABS of PS die vervormt onder de druk van het blad. Daarom kun je eindeloos schuren en het nog steeds zien — als je in de eerste plaats verkeerd snijdt, probeer je een structureel probleem op te lossen met een oppervlaktetechniek.
De meeste bouwers richten zich op de verhoogde nub. Het werkelijke probleem is de spanningsmarkering eronder. Krijg de snede goed, en schuren wordt een opruiming van 60 seconden. Krijg de snede verkeerd, en geen hoeveelheid schuren zal het resultaat volledig verhelpen.
De Twee-Snede Methode: Hoe Gunpla Nub Markeringen bij de Bron te Verwijderen
De twee-snede methode is standaardpraktijk onder ervaren bouwers, en het is de meest effectieve manier om nub markeringen te elimineren voordat ze zich vormen. Het voegt ongeveer drie seconden per onderdeel toe. Het is het waard.
Eerste snede: laat 2–3mm van het gietraam bevestigd
Snijd niet vlak bij de eerste pas. Laat een kleine stomp over — ongeveer 2–3mm van het gietraam nog aan het onderdeel bevestigd. Dit absorbeert de spanningsdruk en houdt deze weg van het werkelijke oppervlak van het onderdeel. Het onderdeel is nu vrij van het gietraam met een kleine nub die eruit steekt.
Tweede snede: knip de stomp vlak of iets trots
Knip nu de resterende stomp zo dicht mogelijk bij het oppervlak van het onderdeel. Iets trots is beter dan vlak, omdat je de laatste fractie nog zult schuren. Op dit punt komt de spanningsdruk precies op de gietraam — het dikste, meest veerkrachtige gebied van het onderdeel.
Inspecteer voor het schuren
Controleer het nubgebied onder een directe lichtbron. Als je nog steeds witte spanningsmarkeringen ziet na een correcte twee-snede volgorde, zijn je zijkniptangbladen bot of te dik. Een scherpe, enkelbladige zijkniptang minimaliseert laterale druk en is het enige gereedschap dat gunpla nub markeringen op deze fase schoon verwijdert zonder spanning.
Oriënteer je zijkniptang zodat de platte kant van het blad naar het onderdeel wijst, niet naar het gietraam. De platte kant creëert minder laterale druk op het plastic, wat de stressmarkeringen bij de poort direct vermindert.
Hoe nubmarkeringen te schuren: De juiste korrelvolgorde
Zodra je een schone twee-snedige snede hebt gemaakt, is de resterende nub minimaal — een klein verhoogd gebied dat vlak met het oppervlak van het onderdeel moet worden geëgaliseerd. De volgorde is belangrijk. Sla geen korrels over.
| Stap | Korrel | Doel | Beste gereedschap |
|---|---|---|---|
| 1 | #400 | Egaliseer de nub vlak met het oppervlak | Stijve schuurstick of lucifer |
| 2 | #800 | Verwijder #400 krassen, maak het gebied glad | Flexibele schuurstick |
| 3 | #1500 | Verfijn het oppervlak, verminder zichtbare markeringen | Flexibele schuurstick |
| 4 | #2000+ | Eindpolijsten voor verf of topcoat | Schuur spons of fijne lucifer |
Rechtdoor van #400 naar #2000 gaan laat krassen achter die door de verf zichtbaar zijn — elke korrel bestaat om de markeringen van de vorige te verwijderen. Schuur in één consistente richting waar mogelijk, en controleer regelmatig de voortgang door het onderdeel onder een lamp onder een hoek vast te houden. Het nubgebied zou met elke stap minder zichtbaar moeten worden.
Als je nog steeds een witte markering ziet na #1500, heb je een van de twee problemen: ofwel een stressmarkering van een slechte eerste snede die alleen schuren niet kan verhelpen, of je hebt de nub in stap 1 niet volledig geëgaliseerd. Ga terug naar #400 en bevestig dat het oppervlak daadwerkelijk vlak is voordat je verdergaat.
Gebruik flexibele schuursticks op gebogen oppervlakken. Een stijve stick zal afgeronde paneelgebieden afvlakken en vlakke plekken creëren die er onder elke afwerking verkeerd uitzien.
Vier fouten die witte stressmarkeringen achterlaten
Vlak knippen in één snede. Dit is de meest voorkomende fout. Eén snede recht naar de poort concentreert alle bladstress direct op het oppervlak van het onderdeel, wat bijna gegarandeerd een witte markering oplevert bij standaard plastic zijkniptangen.
Versleten of goedkope zijkniptangen gebruiken. Dikke bladen vereisen meer kracht, wat betekent dat er meer stress op het plastic wordt overgedragen. Een zijkniptang op zijn 300ste onderdeel is niet hetzelfde gereedschap als op zijn eerste. De bladopening is net zo belangrijk als de techniek.
Te vroeg overschakelen naar fijne korrels. Beginnen bij #800 wanneer er nog een verhoogde nub is, betekent dat je een bult aan het polijsten bent in plaats van deze te verwijderen. Begin bij #400 en ga niet verder totdat het oppervlak echt vlak is onder je vingernagel.
Te brede gebieden schuren. Het stick plat drukken en in cirkels wrijven vervaagt de omliggende paneeldetails. Houd je schuren precies — werk alleen over het nubgebied, niet over het hele paneeloppervlak.
Wanneer een elektrische schuurmachine zinvol is voor het verwijderen van nubs
Voor HG- en RG-kits is handschuren met een schuurstick het juiste gereedschap. Maar als je grote MG- of PG-kits bouwt met honderden onderdelen, of als je productieniveau-bouwt waar oppervlakteconsistentie belangrijk is voor elk afzonderlijk onderdeel, verandert een elektrische reciprozaag schuurmachine de berekening aanzienlijk.
Handmatig Schuren
Het beste voor HG, RG, en SD kits. Kleine of sterk gebogen onderdelen. Eenmalige bouwprojecten waar je volledige tactiele controle wilt. Geen extra investering nodig naast schuursticks.
Elektrische Schuurmachine
Het beste voor MG, PG, en grootschalige modellen. Hoge onderdelen aantallen waar consistentie belangrijk is. Bouwers die regelmatig werken en snellere, herhaalbare resultaten willen.
De DSPIAE ES-A elektrische reciprozaag schuurmachine gebruikt een heen-en-weer beweging in plaats van rotatie, wat nauwkeurige controle op kleine oppervlakken biedt en het risico op over-schuren aanzienlijk vermindert. Het wordt in detail behandeld in de DSPIAE ES-A review als je het in context wilt zien voordat je koopt.
Voor bouwers die werken met dunnere kunststof of gedetailleerde onderdelen, voegt de ES-A PRO variabele snelheidsregeling toe — nuttig wanneer je met lagere intensiteit op delicate gebieden moet werken zonder de precisie van de schuurmachine te verliezen.
Hoe dan ook, de basisprincipes veranderen niet: eerst twee sneden, dan schuren met een juiste korrelprogressie. De elektrische schuurmachine versnelt de schuurfase. Het verhelpt geen slechte snede.
Alles wat in deze gids wordt genoemd — geverifieerd en beschikbaar in de winkel.
DSPIAE ST-C2 Enkelblad Zijkniptang
Enkelblad ontwerp minimaliseert stressoverdracht naar de kunststof. De juiste zijkniptang voor een schone twee-snede techniek op Gunpla poorten — verwijdert nubmerken voordat ze zich vormen.
Bekijk ProductFlexibele Acrylaat Schuursticks
Flexibele achterkant past zich aan gebogen oppervlakken aan. Ideaal voor de #800–#2000 fasen van nubverwijdering zonder het vlak maken van paneelcontouren.
Bekijk ProductDSPIAE ES-A Elektrische Reciprozaag Schuurmachine
Reciprocating beweging voor nauwkeurige controle op kleine oppervlakken. De praktische keuze voor MG en PG bouwers die consistente resultaten willen bij hoge onderdelen aantallen.
Bekijk ProductDSPIAE ES-A PRO
Variabele snelheid en verfijnde beweging voor detailwerk op dunne kunststof. Beste keuze voor hoogwaardige modellen waar precisie op kleine onderdelen belangrijk is.
Bekijk Product






