

ガンプラのナブマークを取り除く方法:実際に効果がある方法
二回切り、正しいサンディングの順序、そして特定のタイプのニッパー。それだけでナブマークを完全に消すことができます。
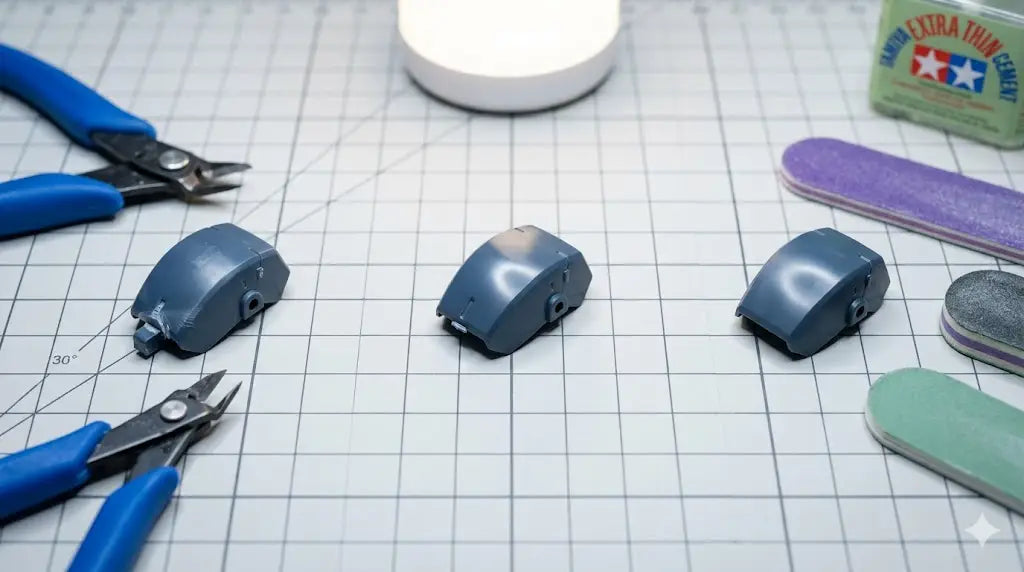
ナブマークが発生する理由(そしてサンディングで消えない理由)
部品をランナーから直接切り取ると、切断圧力がゲート周辺のプラスチックにストレスを与えます。このストレスは二つの問題を引き起こします:ランナーが接続されていた場所に出っ張ったナブと、その下のプラスチックに白い変色 — ビルダーがストレスマークと呼ぶものです。
白いマークは表面にはありません。それはプラスチック自体の中にあり、ABSまたはPSの分子構造が刃の圧力の下で変形することによって引き起こされます。だから、永遠にサンディングしてもまだ見えるのです — 最初に間違った切り方をすると、表面の解決策で構造的な問題を修正しようとしているのです。
ほとんどのビルダーは出っ張ったナブに焦点を当てます。実際の問題はその下のストレスマークです。切り方を正しくすれば、サンディングは60秒のクリーンアップになります。切り方を間違えると、どんなにサンディングしても完全には修正できません。
二回切りの方法:ガンプラのナブマークを根本から取り除く方法
二回切りの方法は経験豊富なビルダーの間で標準的な実践であり、ナブマークを形成する前に取り除く最も効果的な方法です。部品ごとに約3秒の追加時間がかかります。それだけの価値があります。
最初の切り:2〜3mmのランナーを残す
最初のパスでフラッシュに切らないでください。部品に約2〜3mmのランナーがまだ付いている小さな突起を残します。これが刃のストレスを吸収し、部品の実際の表面から遠ざけます。部品はランナーから解放され、小さなナブが突き出ています。
二回目の切り:突起をフラッシュまたは少し出っ張った状態で切る
残った突起を部品の表面にできるだけ近くで切り取ります。少し出っ張っている方がフラッシュよりも良いです。最後の部分をサンディングするためです。この時点で刃のストレスはゲートのちょうど上にかかります — 部品の中で最も厚く、最も耐久性のある部分です。
サンディング前に検査
直接光源の下でナブエリアを確認してください。正しい二回切りの後にまだ白いストレスマークが見える場合、ニッパーの刃が鈍いか厚すぎます。鋭い単刃のニッパーは横方向の圧力を最小限に抑え、この段階でガンプラのナブマークをストレスなくきれいに取り除く唯一のツールです。
ニッパーを、刃の平らな側がパーツに向くように向けてください。平らな側はプラスチックにかかる横方向の圧力を減少させ、ゲートでのストレスマークを直接減少させます。
ヌブマークをサンディングする方法:正しい番手の順序
クリーンな二回切りを行った後、残るヌブは最小限です — パーツの表面とフラッシュにレベルにする必要がある小さな盛り上がりです。順序が重要です。番手を飛ばさないでください。
| ステップ | 番手 | 目的 | 最適なツール |
|---|---|---|---|
| 1 | #400 | ヌブを表面とフラッシュにレベルにする | 硬いヤスリスティックまたはマッチスティック |
| 2 | #800 | #400の傷を取り除き、エリアを滑らかにする | 柔軟なヤスリスティック |
| 3 | #1500 | 表面を整え、目立つマークを減少させる | 柔軟なヤスリスティック |
| 4 | #2000+ | 塗装またはトップコート前の最終ポリッシュ | サンディングスポンジまたは細かいマッチスティック |
#400から#2000に直接移行すると、塗料を通して見える傷が残ります — 各番手は前の番手が残したマークを取り除くために存在します。可能な限り一貫した方向でサンディングし、ランプの下でパーツを角度をつけて持ち、進捗を頻繁に確認してください。ヌブの部分は各ステップで見えにくくなるはずです。
#1500の後にまだ白いマークが見える場合、2つの問題のいずれかがあります:サンディングだけでは修正できない悪い最初のカットからのストレスマーク、またはステップ1でヌブを完全にレベルにしていないことです。#400に戻り、表面が本当に平らであることを確認してから進んでください。
曲面には柔軟なヤスリスティックを使用してください。硬いスティックは丸みを帯びたパネルエリアを平らにし、どんな仕上げでも不自然に見える平坦なスポットを作成します。
白いストレスマークを残す4つのミス
一度のカットでフラッシュにクリッピングすること。 これは最も一般的なエラーです。ゲートに直接まっすぐ切ると、すべての刃のストレスがパーツの表面に集中し、標準的なプラスチックニッパーではほぼ確実に白いマークが残ります。
使い古したり安価なニッパーを使用すること。 厚い刃はより多くの力を必要とし、それはプラスチックにかかるストレスを増加させます。300個目のパーツを切るニッパーは、最初のパーツを切ったときのものとは異なります。刃の隙間は技術と同じくらい重要です。
早すぎる細かい番手への移行。 まだ盛り上がったヌブがある状態で#800から始めると、ヌブを取り除くのではなく、盛り上がりを磨いていることになります。#400から始め、爪の下で表面が本当に平らになるまで次に進まないでください。
広い面積をサンディングすること。 スティックを平らに押し付けて円を描くようにこすると、周囲のパネルのディテールがぼやけます。サンディングは正確に行い、ヌブの部分だけに作業を集中させ、パネル全体には行わないでください。
電動サンダーがヌブ除去に適している理由
HGおよびRGキットの場合、ヤスリスティックを使った手作業のサンディングが適切なツールです。しかし、数百のパーツを持つ大きなMGやPGキットを組み立てている場合や、すべてのパーツで表面の一貫性が重要な生産レベルのビルドを行っている場合、電動往復サンダーは大きな違いをもたらします。
手動サンディング
HG、RG、SDキットに最適。小さなまたは非常に曲がったパーツ。一回限りのビルドで完全な触覚制御を求める場合。ヤスリスティック以外の追加投資は不要です。
電動サンダー
MG、PG、大型ビルドに最適。パーツ数が多く、一貫性が重要です。定期的に作業し、より速く、より再現性のある結果を求めるビルダーに最適です。
DSPIAE ES-A 電動往復サンダーは回転ではなく前後の動きを使用しており、小さな表面での精密な制御を提供し、過剰サンディングのリスクを大幅に減少させます。購入前にコンテキストで見たい場合は、DSPIAE ES-Aレビューで詳細に説明されています。
薄いプラスチックや高詳細パーツに取り組むビルダーには、ES-A PROが可変速度制御を追加します — 繊細なエリアで低強度で作業する必要があるときに便利で、サンダーの精度を失うことなく作業できます。
いずれにせよ、基本は変わりません: まず二切り、その後適切な番手の進行でサンディングします。電動サンダーはサンディング段階を加速します。悪いカットを修正することはありません。
このガイドで言及されたすべてのもの — 確認済みで、ストアで入手可能です。
DSPIAE ST-C2 単刃サイドカッター
単刃デザインはプラスチックへのストレス転送を最小限に抑えます。ガンプラゲートのクリーンな二切り技術に最適なニッパー — ヌブマークが形成される前に除去します。
商品を見る






