

Sådan fjerner du Nub Mærker på Gunpla: Metoden der Rent Faktisk Virker
To snit, den rigtige slibefølge, og én specifik type sidebidetang. Det er alt, hvad der skal til for at få nub mærker til at forsvinde helt.
Hvorfor Nub Mærker Opstår (Og Hvorfor De Ikke Vil Slibes Væk)
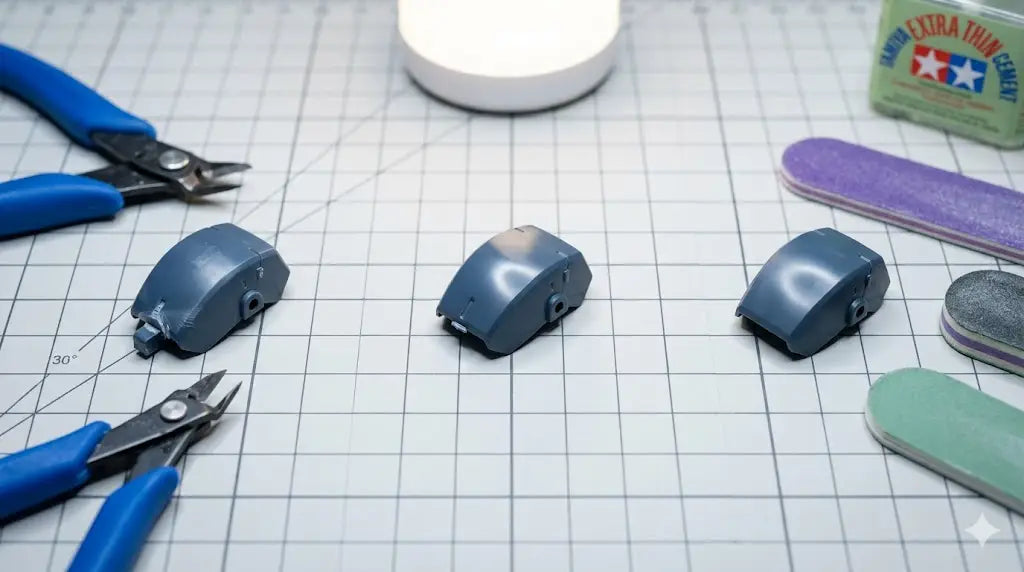
Når du klipper en del direkte fra støberammen, stresser skæretrykket plastikken omkring porten. Dette stress forårsager to problemer: en hævet nub, hvor støberammen var forbundet, og en hvid misfarvning i plastikken under den — hvad byggere kalder et stressmærke.
Det hvide mærke er ikke på overfladen. Det er i plastikken selv, forårsaget af den molekylære struktur af ABS eller PS, der deformeres under bladets tryk. Det er derfor, du kan slibe i evigheder og stadig se det — hvis du skærer forkert i første omgang, prøver du at løse et strukturelt problem med en overfladeløsning.
De fleste byggere fokuserer på den hævede nub. Det egentlige problem er stressmærket under den. Få snittet rigtigt, og slibning bliver en 60-sekunders oprydning. Får du snittet forkert, vil ingen mængde slibning fuldt ud rette resultatet.
To-Snit Metoden: Sådan fjerner du Gunpla Nub Mærker ved Kilden
To-snit metoden er standardpraksis blandt erfarne byggere, og det er den mest effektive måde at eliminere nub mærker, før de dannes. Det tilføjer cirka tre sekunder pr. del. Det er det værd.
Første snit: lad 2–3mm af støberammen være fastgjort
Skær ikke flush ved første forsøg. Lad en lille stub være — cirka 2–3mm af støberammen stadig fastgjort til delen. Dette absorberer bladets stress og holder det væk fra delens faktiske overflade. Delen er nu fri fra støberammen med en lille nub, der stikker ud.
Andet snit: klip stubben flush eller lidt stikkende
Klip nu den resterende stub så tæt på delens overflade som muligt. Lidt stikkende er bedre end flush, fordi du vil slibe den sidste brøkdel ned. På dette tidspunkt lander bladets stress præcist ved porten — det tykkeste, mest modstandsdygtige område af delen.
Inspektion før slibning
Tjek nub-området under en direkte lyskilde. Hvis du stadig ser hvide stressmærker efter en korrekt to-snit sekvens, er dine sidebidetangblade sløve eller for tykke. En skarp, enkeltbladet sidebidetang minimerer lateralt tryk og er det eneste værktøj, der fjerner gunpla nub mærker rent på dette stadium uden stress.
Orienter din sidebidetang, så den flade side af bladet vender mod delen, ikke støberammen. Den flade side skaber mindre lateralt tryk på plasten, hvilket direkte reducerer stressmærker ved porten.
Hvordan man sliber nubmærker: Den korrekte kornsekvens
Når du har lavet et rent to-snit, er den resterende nub minimal — et lille hævet område, der skal jævnes flush med delens overflade. Sekvensen betyder noget. Spring ikke korn over.
| Trin | Korn | Formål | Bedste værktøj |
|---|---|---|---|
| 1 | #400 | Jævn nubben flush med overfladen | Stiv slibestav eller tændstik |
| 2 | #800 | Fjern #400 ridser, glat området | Fleksibel slibestav |
| 3 | #1500 | Forfin overfladen, reducer synlige mærker | Fleksibel slibestav |
| 4 | #2000+ | Endelig polering før maling eller topcoat | Slibesvamp eller fin tændstik |
At gå direkte fra #400 til #2000 efterlader ridser, der viser sig gennem malingen — hvert korn eksisterer for at fjerne de mærker, der er efterladt af det forrige. Slib i én ensartet retning, hvor det er muligt, og tjek fremskridtene ofte ved at holde delen i en vinkel under en lampe. Nubområdet skal blive mindre synligt med hvert trin.
Hvis du stadig ser et hvidt mærke efter #1500, har du et af to problemer: enten et stressmærke fra et dårligt første snit, som slibning alene ikke kan rette, eller du har ikke helt udjævnet nubben i trin 1. Gå tilbage til #400 og bekræft, at overfladen faktisk er flad, før du fortsætter.
Brug fleksible slibestave på buede overflader. En stiv stav vil flade afrundede panelområder og skabe flade pletter, der ser forkerte ud under enhver finish.
Fire fejl, der efterlader hvide stressmærker
At klippe flush i et enkelt snit. Dette er den mest almindelige fejl. Et snit lige til porten koncentrerer al bladstress direkte på delens overflade, hvilket næsten garanterer et hvidt mærke i standard plast sidebidetang.
At bruge slidte eller billige sidebidetang. Tykkere blade kræver mere kraft, hvilket betyder mere stress overført til plasten. En sidebidetang på sin 300. del er ikke det samme værktøj, som det var på sin første. Bladkløften betyder lige så meget som teknikken.
At springe til fine korn for tidligt. At starte ved #800, når der stadig er en hævet nub, betyder, at du polerer en bump i stedet for at fjerne den. Start ved #400 og gå ikke videre, før overfladen er virkelig flad under din negl.
Sliber for bredt et område. At presse staven flad og gnide i cirkler slører detaljerne på den omkringliggende panel. Hold din slibning præcis — arbejd kun over nubområdet, ikke hele panelfladen.
Når en elektrisk sliber giver mening til nubfjernelse
For HG og RG sæt er håndslibning med en slibestav det rette værktøj. Men hvis du bygger store MG eller PG sæt med hundreder af dele, eller hvis du laver produktion-niveau bygninger, hvor overfladens konsistens betyder noget for hver enkelt del, ændrer en elektrisk frem- og tilbagesliber matematikken betydeligt.
Håndslibning
Bedst til HG, RG, og SD sæt. Små eller meget buede dele. Engangsbyggerier hvor du ønsker fuld taktil kontrol. Ingen yderligere investering udover slibestave.
Elektrisk Sliber
Bedst til MG, PG, og stor-skala byggeri. Høj delantal hvor konsistens betyder noget. Byggere, der arbejder regelmæssigt og ønsker hurtigere, mere gentagelige resultater.
Den DSPIAE ES-A elektriske frem- og tilbagesliber bruger en frem- og tilbageslag bevægelse i stedet for rotation, hvilket giver præcis kontrol på små overflader og reducerer risikoen for over-slibning betydeligt. Det er dækket i fuld detalje i DSPIAE ES-A anmeldelsen, hvis du vil se det i kontekst før køb.
For byggere, der arbejder med tyndere plast eller højdetaljerede dele, tilføjer ES-A PRO variabel hastighedskontrol — nyttigt når du skal arbejde med lavere intensitet på sarte områder uden at miste sliberens præcision.
Uanset hvad, ændrer grundprincipperne sig ikke: to-snit først, så slib med en ordentlig kornprogression. Den elektriske sliber fremskynder slibefasen. Den retter ikke et dårligt snit.
Alt nævnt i denne guide — verificeret og tilgængeligt i butikken.
DSPIAE ST-C2 Enkeltbladet Sidebidetang
Enkeltbladet design minimerer stressoverførsel til plasten. Den rigtige sidebidetang til ren to-snit teknik på Gunpla porte — fjerner nubmærker før de dannes.
Se ProduktFleksible Akryl Slibestave
Fleksibelt underlag tilpasser sig buede overflader. Ideel til #800–#2000 stadierne af nubfjernelse uden at flade panelkonturerne.
Se ProduktDSPIAE ES-A Elektrisk Frem- og Tilbagesliber
Frem- og tilbageslående bevægelse for præcis kontrol på små overflader. Det praktiske valg for MG og PG byggere, der ønsker ensartede resultater på høj delantal.
Se ProduktDSPIAE ES-A PRO
Variabel hastighed og raffineret bevægelse til detaljearbejde på tynd plast. Bedste valg til høj-kvalitets byggeri, hvor præcision på små dele betyder noget.
Se Produkt






