

Jak odstranit značky nubu na Gunpla: Metoda, která skutečně funguje
Dva řezy, správná sekvence broušení a jeden specifický typ štípacích kleští. To je vše, co je potřeba k tomu, aby značky nubu úplně zmizely.
Proč se značky nubu objevují (a proč se neodstraní broušením)
Když odstřihnete díl přímo z rámečku, řezný tlak stresuje plast kolem gate. Tento stres způsobuje dva problémy: vyvýšený nub, kde byl rámeček připojen, a bílou dekoloraci v plastu pod ním — co modeláři nazývají stresovou značkou.
Bílá značka není na povrchu. Je v samotném plastu, způsobena molekulární strukturou ABS nebo PS deformující se pod tlakem čepele. Proto můžete brousit navždy a stále ji vidět — pokud jste na začátku řezali špatně, snažíte se opravit strukturální problém povrchovým řešením.
Většina modelářů se soustředí na vyvýšený nub. Skutečný problém je stresová značka pod ním. Pokud provedete řez správně, broušení se stane úklidem na 60 sekund. Pokud provedete řez špatně, žádné množství broušení plně nevyřeší výsledek.
Metoda dvou řezů: Jak odstranit značky nubu Gunpla u zdroje
Metoda dvou řezů je standardní praxí mezi zkušenými modeláři a je to jediný nejúčinnější způsob, jak eliminovat značky nubu, než se vytvoří. Přidává to přibližně tři sekundy na díl. Stojí to za to.
První řez: nechte 2–3mm rámečku připojeného
Na prvním průchodu neřezejte na úrovni. Nechte malý zbytek — přibližně 2–3mm rámečku stále připojeného k dílu. To absorbuje tlak čepele a udržuje ho daleko od skutečného povrchu dílu. Díl je nyní volný od rámečku s malým nubem vyčnívajícím ven.
Druhý řez: odstřihněte zbytek na úrovni nebo mírně vyčnívající
Nyní odstřihněte zbývající zbytek co nejblíže k povrchu dílu. Trochu vyčnívající je lepší než na úrovni, protože poslední část obrousíte. V této fázi se tlak čepele přesně nachází na gate — nejtlustší a nejodolnější části dílu.
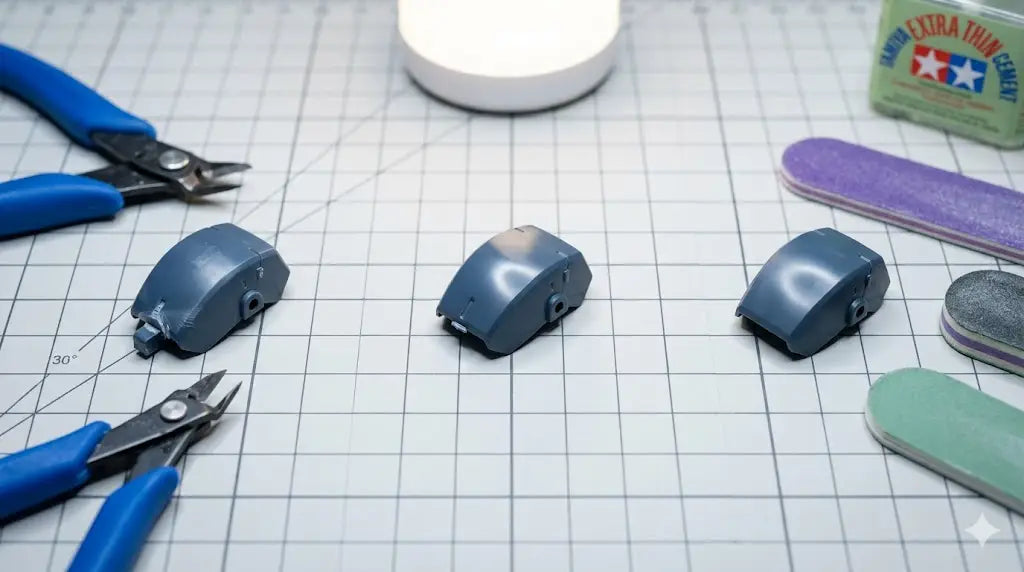
Zkontrolujte před broušením
Zkontrolujte oblast nubu pod přímým světelným zdrojem. Pokud stále vidíte bílé stresové značky po správné sekvenci dvou řezů, vaše štípací kleště jsou tupé nebo příliš silné. Ostré štípací kleště s jedním ostřím minimalizují boční tlak a jsou jediným nástrojem, který odstraňuje značky nubu Gunpla čistě v této fázi bez stresu.
Orientujte své štípací kleště tak, aby plochá strana čepele směřovala k dílu, ne k rámečku. Plochá strana vytváří menší boční tlak na plast, což přímo snižuje stresové značky na rámečku.
Jak brousit značky nubu: Správná sekvence zrnitosti
Jakmile provedete čistý dvouřez, zbývající nub je minimální — malá vyvýšená oblast, kterou je třeba vyrovnat na úroveň s povrchem dílu. Sekvence je důležitá. Nepřeskakujte zrnitosti.
| Krok | Zrnitost | Účel | Nejlepší nástroj |
|---|---|---|---|
| 1 | #400 | Vyrovnejte nub na úroveň s povrchem | Pevná brusná tyčinka nebo zápalka |
| 2 | #800 | Odstraňte škrábance #400, vyrovnejte oblast | Flexibilní brusná tyčinka |
| 3 | #1500 | Zjemněte povrch, snižte viditelné značky | Flexibilní brusná tyčinka |
| 4 | #2000+ | Konečné leštění před barvou nebo vrchním nátěrem | Broušení houbička nebo jemná zápalka |
Přechod přímo z #400 na #2000 zanechává škrábance, které prosvítají barvou — každá zrnitost existuje, aby odstranila značky z předchozí. Brouste v jednom konzistentním směru, kde je to možné, a často kontrolujte pokrok tím, že držíte díl pod úhlem pod lampou. Oblast nubu by měla být s každým krokem méně viditelná.
Pokud stále vidíte bílou značku po #1500, máte jeden ze dvou problémů: buď stresovou značku z špatného prvního řezu, kterou samotné broušení neopraví, nebo jste plně nevyrovnali nub v kroku 1. Vraťte se k #400 a potvrďte, že povrch je skutečně plochý, než budete pokračovat.
Použijte flexibilní brusné tyčinky na zakřivené plochy. Pevná tyčinka vyrovná zaoblené oblasti panelu a vytvoří plochá místa, která vypadají špatně pod jakýmkoli povrchem.
Čtyři chyby, které zanechávají bílé stresové značky
Stříhání na úroveň v jednom řezu. Toto je nejběžnější chyba. Jeden řez přímo na rámeček soustředí veškerý stres čepele přímo na povrch dílu, což téměř zaručuje bílou značku u standardních plastových štípacích kleští.
Používání opotřebovaných nebo levných štípacích kleští. Silné čepele vyžadují více síly, což znamená více stresu přeneseného na plast. Štípací kleště na svém 300. dílu nejsou stejným nástrojem, jakým byly na prvním. Mezera mezi čepelemi je stejně důležitá jako technika.
Přeskakování na jemné zrnitosti příliš brzy. Začínat na #800, když je stále vyvýšený nub, znamená, že leštíte hrbol místo jeho odstranění. Začněte na #400 a nepokračujte, dokud není povrch skutečně plochý pod vaším nehtem.
Broušení příliš široké plochy. Tlačení tyčinky ploché a tření v kruzích rozmazává detaily okolního panelu. Udržujte své broušení přesné — pracujte pouze na oblasti nubu, ne na celé ploše panelu.
Kdy dává smysl elektrická bruska pro odstranění nubu
Pro HG a RG sady je ruční broušení s brusnou tyčinkou tím správným nástrojem. Ale pokud stavíte velké MG nebo PG sady se stovkami dílů, nebo provádíte stavby na úrovni výroby, kde je důležitá konzistence povrchu na každém jednotlivém dílu, elektrická oscilační bruska výrazně mění situaci.
Ručně broušení
Nejlepší pro HG, RG a SD sady. Malé nebo vysoce zakřivené díly. Jednorázové stavby, kde chcete plnou hmatovou kontrolu. Žádná další investice kromě brusných tyčinek.
Elektrická bruska
Nejlepší pro MG, PG a velké stavby. Vysoký počet dílů, kde záleží na konzistenci. Stavitelé, kteří pravidelně pracují a chtějí rychlejší, opakovatelnější výsledky.
Elektrická oscilační bruska DSPIAE ES-A používá pohyb tam a zpět namísto rotačního, což poskytuje přesnou kontrolu na malých plochách a výrazně snižuje riziko přebroušení. Je podrobně popsána v recenzi DSPIAE ES-A, pokud chcete vidět kontext před nákupem.
Pro stavitele pracující s tenčím plastem nebo vysoce detailními díly, ES-A PRO přidává variabilní řízení rychlosti — užitečné, když potřebujete pracovat s nižší intenzitou na delikátních místech, aniž byste ztratili přesnost brusky.
Tak či onak, základy se nemění: nejprve dva řezy, pak brousit s odpovídající zrnitostní progresí. Elektrická bruska urychluje fázi broušení. Opravený špatný řez to nevyřeší.
Vše, co je zmíněno v tomto průvodci — ověřeno a dostupné v obchodě.
DSPIAE ST-C2 jednoblade boční štípací kleště
Jednoblade design minimalizuje přenos stresu na plast. Správné štípací kleště pro čistou techniku dvou řezů na Gunpla brankách — odstraňuje stopy nubu, než se vytvoří.
Zobrazit produktFlexibilní akrylové brusné tyčinky
Flexibilní podložka se přizpůsobí zakřiveným plochám. Ideální pro fáze #800–#2000 odstraňování nubu bez zploštění kontur panelu.
Zobrazit produktElektrická oscilační bruska DSPIAE ES-A
Oscilační pohyb pro přesnou kontrolu na malých plochách. Praktická volba pro stavitele MG a PG, kteří chtějí konzistentní výsledky při vysokém počtu dílů.
Zobrazit produktDSPIAE ES-A PRO
Variabilní rychlost a jemný pohyb pro detailní práci na tenkém plastu. Nejlepší volba pro vysoce kvalitní stavby, kde záleží na přesnosti malých dílů.
Zobrazit produkt






