

Come Rimuovere Segni del Nub sul Gunpla: Il Metodo che Funziona Davvero
Due tagli, la giusta sequenza di levigatura e un tipo specifico di tronchesina. È tutto ciò che serve per far scomparire completamente i segni del nub.
Perché si Verificano i Segni del Nub (E Perché Non Scompariranno con la Levigatura)
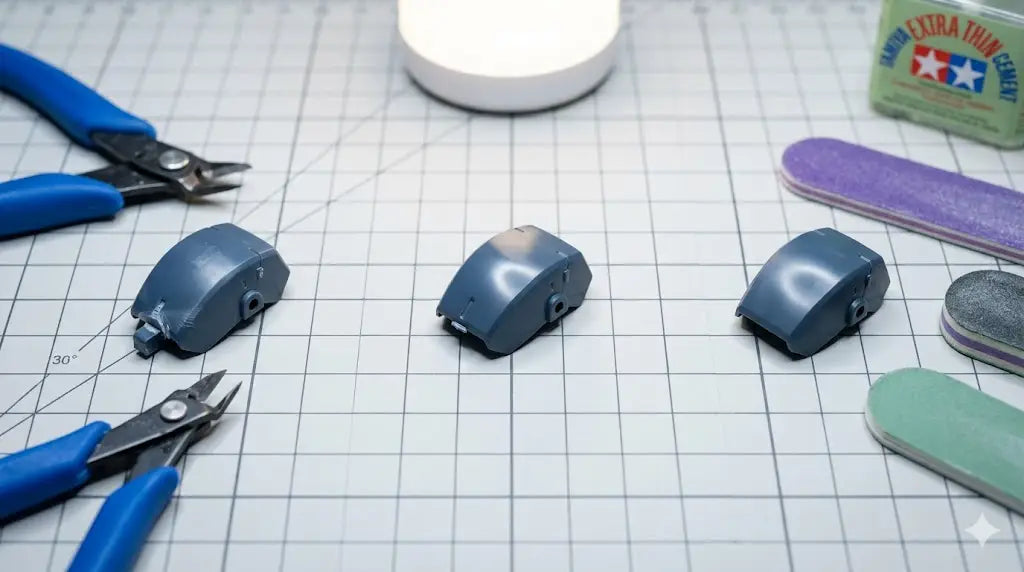
Quando tagli un pezzo direttamente dalla stampata, la pressione del taglio stressa la plastica attorno al gate. Questo stress causa due problemi: un nub sollevato dove era collegata la stampata, e una scoloritura bianca nella plastica sottostante — ciò che i costruttori chiamano un segno di stress.
Il segno bianco non è sulla superficie. È nella plastica stessa, causato dalla struttura molecolare dell'ABS o del PS che si deforma sotto la pressione della lama. Ecco perché puoi levigare all'infinito e continuare a vederlo — se hai tagliato in modo errato in primo luogo, stai cercando di risolvere un problema strutturale con una soluzione superficiale.
La maggior parte dei costruttori si concentra sul nub sollevato. Il vero problema è il segno di stress sottostante. Fai il taglio giusto, e la levigatura diventa una pulizia di 60 secondi. Fai il taglio sbagliato, e nessuna quantità di levigatura risolverà completamente il risultato.
Il Metodo dei Due Tagli: Come Rimuovere i Segni del Nub del Gunpla alla Fonte
Il metodo dei due tagli è una prassi standard tra i costruttori esperti, ed è il modo più efficace per eliminare i segni del nub prima che si formino. Aggiunge circa tre secondi per pezzo. Ne vale la pena.
Primo taglio: lascia 2–3mm di stampata attaccata
Non tagliare a filo al primo passaggio. Lascia un piccolo moncone — circa 2–3mm di stampata ancora attaccata al pezzo. Questo assorbe lo stress della lama e lo tiene lontano dalla superficie effettiva del pezzo. Il pezzo è ora libero dalla stampata con un piccolo nub che sporge.
Secondo taglio: taglia il moncone a filo o leggermente sporgente
Ora taglia il moncone rimanente il più vicino possibile alla superficie del pezzo. Leggermente sporgente è meglio che a filo, perché dovrai levigare l'ultima frazione. A questo punto lo stress della lama si concentra esattamente al gate — l'area più spessa e resistente del pezzo.
Ispeziona prima di levigare
Controlla l'area del nub sotto una fonte di luce diretta. Se vedi ancora segni bianchi di stress dopo una corretta sequenza di due tagli, le lame della tua tronchesina sono spuntate o troppo spesse. Una tronchesina affilata a lama singola minimizza la pressione laterale ed è l'unico strumento che rimuove i segni del nub del gunpla in modo pulito in questa fase senza stress.
Orientare la tronchesina in modo che il lato piatto della lama sia rivolto verso la parte, non verso la stampata. Il lato piatto crea meno pressione laterale sulla plastica, il che riduce direttamente i segni di stress al gate.
Come levigare i segni dei nub: La sequenza di grana corretta
Una volta che hai effettuato un taglio pulito in due, il nub rimanente è minimo — una piccola area sollevata che deve essere livellata a filo con la superficie della parte. La sequenza è importante. Non saltare le grane.
| Passo | Grana | Scopo | Miglior strumento |
|---|---|---|---|
| 1 | #400 | Livella il nub a filo con la superficie | Stick abrasivo rigido o fiammifero |
| 2 | #800 | Rimuovi i graffi #400, liscia l'area | Stick abrasivo flessibile |
| 3 | #1500 | Affina la superficie, riduci i segni visibili | Stick abrasivo flessibile |
| 4 | #2000+ | Lucidatura finale prima della vernice o del topcoat | Spugna abrasiva o fiammifero fine |
Passare direttamente da #400 a #2000 lascia graffi che si vedono attraverso la vernice — ogni grana esiste per rimuovere i segni lasciati da quella precedente. Leviga in una direzione costante dove possibile e controlla frequentemente i progressi tenendo la parte ad un angolo sotto una lampada. L'area del nub dovrebbe diventare meno visibile ad ogni passaggio.
Se continui a vedere un segno bianco dopo #1500, hai uno dei due problemi: o un segno di stress da un cattivo primo taglio che la levigatura da sola non risolverà, oppure non hai completamente livellato il nub nel passo 1. Torna a #400 e conferma che la superficie è effettivamente piatta prima di procedere.
Utilizza stick abrasivi flessibili su superfici curve. Uno stick rigido appiattirà le aree arrotondate del pannello e creerà punti piatti che sembrano sbagliati sotto qualsiasi finitura.
Quattro errori che lasciano segni bianchi di stress
Tagliare a filo in un solo colpo. Questo è l'errore più comune. Un taglio diretto al gate concentra tutto lo stress della lama direttamente sulla superficie della parte, il che quasi garantisce un segno bianco nelle tronchesine di plastica standard.
Utilizzare tronchesine usurate o economiche. Le lame spesse richiedono più forza, il che significa più stress trasferito alla plastica. Una tronchesina al suo 300° pezzo non è lo stesso strumento che era al suo primo. Lo spazio della lama è importante quanto la tecnica.
Saltare a grane fini troppo presto. Iniziare con #800 quando c'è ancora un nub sollevato significa che stai lucidando un rilievo invece di rimuoverlo. Inizia con #400 e non passare oltre finché la superficie non è veramente piatta sotto l'unghia.
Levigare un'area troppo ampia. Premere lo stick in piano e strofinare in cerchi sfoca i dettagli del pannello circostante. Mantieni la tua levigatura precisa — lavora solo sull'area del nub, non su tutta la faccia del pannello.
Quando una levigatrice elettrica ha senso per la rimozione dei nubi
Per i kit HG e RG, la levigatura a mano con uno stick abrasivo è lo strumento giusto. Ma se stai costruendo kit MG o PG di grandi dimensioni con centinaia di parti, o stai facendo costruzioni a livello di produzione dove la coerenza della superficie è importante su ogni singola parte, una levigatrice a movimento alternato cambia notevolmente le cose.
Levigatura Manuale
Ideale per kit HG, RG e SD. Parti piccole o altamente curve. Costruzioni uniche dove desideri un controllo tattile completo. Nessun investimento aggiuntivo oltre agli stick abrasivi.
Levigatrice Elettrica
Ideale per costruzioni MG, PG e in grande scala. Alto numero di parti dove la coerenza è importante. Costruttori che lavorano regolarmente e desiderano risultati più rapidi e ripetibili.
La levigatrice elettrica a movimento alternato DSPIAE ES-A utilizza un movimento avanti e indietro piuttosto che rotazionale, il che offre un controllo preciso su piccole superfici e riduce significativamente il rischio di levigatura eccessiva. È trattata in dettaglio nella recensione DSPIAE ES-A se desideri vederla in contesto prima di acquistare.
Per i costruttori che lavorano su plastica più sottile o parti ad alta definizione, l'ES-A PRO aggiunge il controllo della velocità variabile — utile quando è necessario lavorare a bassa intensità su aree delicate senza perdere la precisione della levigatrice.
In ogni caso, i fondamenti non cambiano: prima il taglio a due, poi leviga con una corretta progressione della grana. La levigatrice elettrica accelera la fase di levigatura. Non ripara un taglio errato.
Tutto ciò che è menzionato in questa guida — verificato e disponibile nel negozio.
Tronchesina a Lama Singola DSPIAE ST-C2
Design a lama singola che minimizza il trasferimento di stress alla plastica. La tronchesina giusta per una tecnica di taglio pulito a due tagli sui gate Gunpla — rimuove i segni dei nubi prima che si formino.
Visualizza ProdottoStick Abrasivi in Acrilico Flessibile
Supporto flessibile che si adatta a superfici curve. Ideale per le fasi #800–#2000 di rimozione dei nubi senza appiattire i contorni dei pannelli.
Visualizza ProdottoLevigatrice Elettrica a Movimento Alternato DSPIAE ES-A
Movimento alternato per un controllo preciso su piccole superfici. La scelta pratica per i costruttori MG e PG che desiderano risultati costanti su un alto numero di parti.
Visualizza ProdottoDSPIAE ES-A PRO
Velocità variabile e movimento raffinato per lavori di dettaglio su plastica sottile. Scelta migliore per costruzioni di alta qualità dove la precisione su piccole parti è fondamentale.
Visualizza Prodotto






