

So entfernen Sie Noppenmarken bei Gunpla: Die Methode, die tatsächlich funktioniert
Zwei Schnitte, die richtige Schleifsequenz und eine spezifische Art von Seitenschneider. Das ist alles, was nötig ist, um Noppenmarken vollständig verschwinden zu lassen.
Warum Noppenmarken entstehen (und warum sie sich nicht wegschleifen lassen)
Wenn Sie ein Teil direkt vom Gussrahmen abtrennen, belastet der Schneidedruck den Kunststoff um den Anguss. Dieser Stress verursacht zwei Probleme: einen erhöhten Noppen, wo der Gussrahmen verbunden war, und eine weiße Verfärbung im darunterliegenden Kunststoff — was Modellbauer als Spannungsmarke bezeichnen.
Der weiße Fleck befindet sich nicht auf der Oberfläche. Er ist im Kunststoff selbst, verursacht durch die molekulare Struktur des ABS oder PS, die sich unter dem Druck der Klinge verformt. Deshalb können Sie ewig schleifen und sehen es trotzdem — wenn Sie von Anfang an falsch schneiden, versuchen Sie, ein strukturelles Problem mit einer Oberflächenlösung zu beheben.
Die meisten Modellbauer konzentrieren sich auf den erhöhten Noppen. Das eigentliche Problem sind die Spannungsmarken darunter. Machen Sie den Schnitt richtig, und das Schleifen wird zu einer 60-sekündigen Reinigung. Machen Sie den Schnitt falsch, und kein Schleifen wird das Ergebnis vollständig beheben.
Die Zwei-Schnitt-Methode: So entfernen Sie Gunpla-Noppenmarken an der Quelle
Die Zwei-Schnitt-Methode ist unter erfahrenen Modellbauern gängige Praxis und der effektivste Weg, um Noppenmarken zu beseitigen, bevor sie entstehen. Es dauert etwa drei Sekunden pro Teil. Es lohnt sich.
Erster Schnitt: 2–3mm des Gussrahmens dranlassen
Schneiden Sie beim ersten Durchgang nicht bündig. Lassen Sie einen kleinen Stummel — etwa 2–3mm des Gussrahmens, der noch am Teil befestigt ist. Dies absorbiert den Klingenstress und hält ihn von der tatsächlichen Oberfläche des Teils fern. Das Teil ist jetzt vom Gussrahmen befreit, mit einem kleinen Noppen, der herausragt.
Zweiter Schnitt: Stummel bündig oder leicht überstehend abschneiden
Schneiden Sie jetzt den verbleibenden Stummel so nah wie möglich an der Oberfläche des Teils ab. Etwas überstehend ist besser als bündig, da Sie den letzten Bruchteil abschleifen werden. An diesem Punkt landet der Klingenstress genau am Anguss — dem dicksten, widerstandsfähigsten Bereich des Teils.
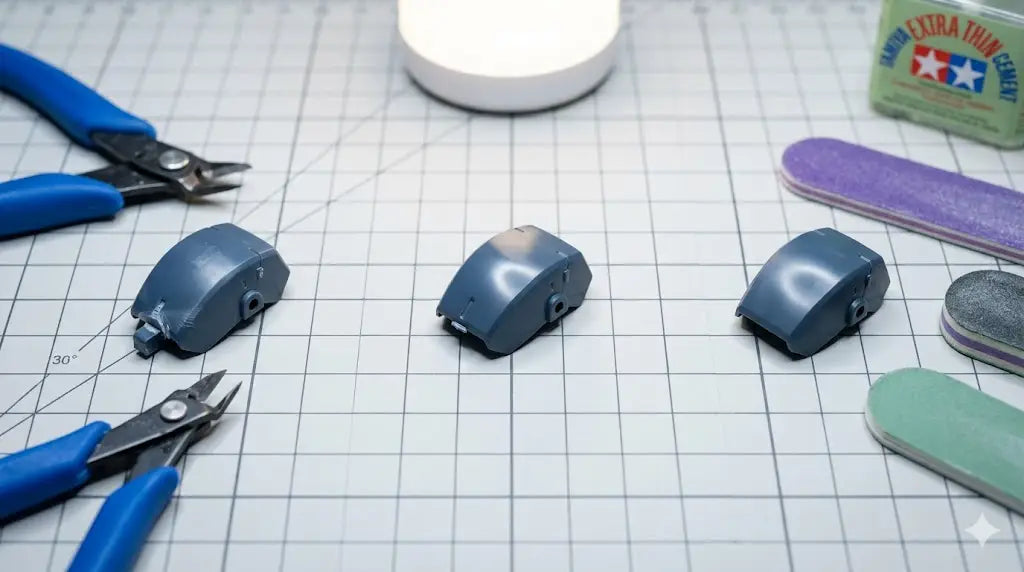
Vor dem Schleifen inspizieren
Überprüfen Sie den Noppenbereich unter einer direkten Lichtquelle. Wenn Sie nach einer korrekten Zwei-Schnitt-Sequenz immer noch weiße Spannungsmarken sehen, sind Ihre Seitenschneider stumpf oder zu dick. Ein scharfer, einseitiger Seitenschneider minimiert den seitlichen Druck und ist das einzige Werkzeug, das Noppenmarken bei diesem Schritt ohne Stress sauber entfernt.
Orientieren Sie Ihren Seitenschneider so, dass die flache Seite der Klinge zum Teil zeigt, nicht zum Gussrahmen. Die flache Seite erzeugt weniger seitlichen Druck auf das Plastik, was direkt die Stressmarken am Gussrahmen reduziert.
So schleifen Sie Nub-Marken: Die richtige Körnungsreihenfolge
Sobald Sie einen sauberen Zweischneider gemacht haben, ist der verbleibende Nub minimal — ein kleiner erhöhter Bereich, der bündig mit der Oberfläche des Teils nivelliert werden muss. Die Reihenfolge ist wichtig. Überspringen Sie keine Körnungen.
| Schritt | Körnung | Zweck | Bestes Werkzeug |
|---|---|---|---|
| 1 | #400 | Den Nub bündig mit der Oberfläche nivellieren | Rigoroser Schleifstab oder Zündholz |
| 2 | #800 | #400-Kratzer entfernen, den Bereich glätten | Flexibler Schleifstab |
| 3 | #1500 | Oberfläche verfeinern, sichtbare Spuren reduzieren | Flexibler Schleifstab |
| 4 | #2000+ | Endpolitur vor Farbe oder Decklack | Schleifschwamm oder feiner Zündholz |
Direkt von #400 zu #2000 zu gehen, hinterlässt Kratzer, die durch die Farbe sichtbar werden — jede Körnung existiert, um die von der vorherigen hinterlassenen Spuren zu entfernen. Schleifen Sie, wo möglich, in eine konsistente Richtung und überprüfen Sie den Fortschritt häufig, indem Sie das Teil in einem Winkel unter eine Lampe halten. Der Nub-Bereich sollte mit jedem Schritt weniger sichtbar werden.
Wenn Sie nach #1500 immer noch einen weißen Fleck sehen, haben Sie eines von zwei Problemen: entweder einen Stressfleck von einem schlechten ersten Schnitt, den das Schleifen allein nicht beheben kann, oder Sie haben den Nub in Schritt 1 nicht vollständig nivelliert. Gehen Sie zurück zu #400 und bestätigen Sie, dass die Oberfläche tatsächlich eben ist, bevor Sie fortfahren.
Verwenden Sie flexible Schleifstäbe auf gewölbten Oberflächen. Ein starrer Stick wird abgerundete Paneelbereiche abflachen und flache Stellen erzeugen, die unter jeder Oberfläche falsch aussehen.
Vier Fehler, die weiße Stressmarken hinterlassen
Flush in einem einzigen Schnitt schneiden. Dies ist der häufigste Fehler. Ein Schnitt direkt zur Gussrahmen konzentriert den gesamten Klingenstress direkt auf die Oberfläche des Teils, was fast garantiert, dass ein weißer Fleck bei Standard-Plastikseitenschneidern entsteht.
Abgenutzte oder billige Seitenschneider verwenden. Dicke Klingen erfordern mehr Kraft, was bedeutet, dass mehr Stress auf das Plastik übertragen wird. Ein Seitenschneider, der sein 300. Teil schneidet, ist nicht mehr dasselbe Werkzeug wie bei seinem ersten. Der Klingenabstand ist ebenso wichtig wie die Technik.
Zu früh zu feine Körnungen verwenden. Wenn Sie bei #800 beginnen, während noch ein erhöhter Nub vorhanden ist, polieren Sie einen Buckel, anstatt ihn zu entfernen. Beginnen Sie bei #400 und wechseln Sie nicht, bis die Oberfläche unter Ihrem Fingernagel wirklich eben ist.
Zu große Flächen schleifen. Wenn Sie den Stick flach drücken und im Kreis reiben, verschwommen die umliegenden Paneeldetails. Halten Sie Ihr Schleifen präzise — arbeiten Sie nur über dem Nub-Bereich, nicht über der gesamten Paneelfläche.
Wann ein elektrischer Schleifer für das Entfernen von Nubs sinnvoll ist
Für HG- und RG-Bausätze ist das manuelle Schleifen mit einem Schleifstab das richtige Werkzeug. Aber wenn Sie große MG- oder PG-Bausätze mit Hunderten von Teilen bauen oder Produktionsbauten durchführen, bei denen die Oberflächenkonsistenz bei jedem einzelnen Teil wichtig ist, ändert ein elektrischer Oszillationsschleifer die Rechnung erheblich.
Handschleifen
Am besten für HG-, RG- und SD-Sets. Kleine oder stark gekrümmte Teile. Einzelanfertigungen, bei denen Sie volle taktile Kontrolle wünschen. Keine zusätzliche Investition über Schleifstäbe hinaus.
Elektrischer Schleifer
Am besten für MG-, PG- und Großmodelle. Hohe Teilezahlen, bei denen Konsistenz wichtig ist. Bauherren, die regelmäßig arbeiten und schnellere, wiederholbare Ergebnisse wünschen.
Der DSPIAE ES-A elektrischer Oszillationsschleifer verwendet eine Hin- und Herbewegung anstelle einer rotierenden, was eine präzise Kontrolle auf kleinen Flächen ermöglicht und das Risiko des Über-Schleifens erheblich reduziert. Es wird ausführlich im DSPIAE ES-A Test behandelt, wenn Sie es im Kontext sehen möchten, bevor Sie kaufen.
Für Bauherren, die an dünnerem Kunststoff oder hochdetaillierten Teilen arbeiten, fügt der ES-A PRO eine variable Geschwindigkeitsregelung hinzu — nützlich, wenn Sie in empfindlichen Bereichen mit niedrigerer Intensität arbeiten müssen, ohne die Präzision des Schleifers zu verlieren.
So oder so, die Grundlagen ändern sich nicht: Zuerst zwei Schnitte, dann mit einer richtigen Körnungsprogression schleifen. Der elektrische Schleifer beschleunigt die Schleifphase. Er behebt keinen schlechten Schnitt.
Alles, was in diesem Leitfaden erwähnt wird — verifiziert und im Shop erhältlich.
DSPIAE ST-C2 Einzelklingen-Seitenschneider
Einzelklingen-Design minimiert den Stressübertrag auf den Kunststoff. Der richtige Seitenschneider für die saubere Zwei-Schnitt-Technik an Gunpla-Gates — entfernt Nubbmarken, bevor sie entstehen.
Produkt anzeigenFlexible Acryl-Schleifstäbe
Flexible Rückseite passt sich gekrümmten Oberflächen an. Ideal für die Stufen #800–#2000 der Nubbentfernung, ohne die Konturen der Paneele abzuflachen.
Produkt anzeigenDSPIAE ES-A Elektrischer Oszillationsschleifer
Oszillierende Bewegung für präzise Kontrolle auf kleinen Flächen. Die praktische Wahl für MG- und PG-Bauer, die konsistente Ergebnisse bei hohen Teilezahlen wünschen.
Produkt anzeigenDSPIAE ES-A PRO
Variable Geschwindigkeit und verfeinerte Bewegung für Detailarbeiten an dünnem Kunststoff. Beste Wahl für hochwertige Modelle, bei denen Präzision bei kleinen Teilen wichtig ist.
Produkt anzeigen






